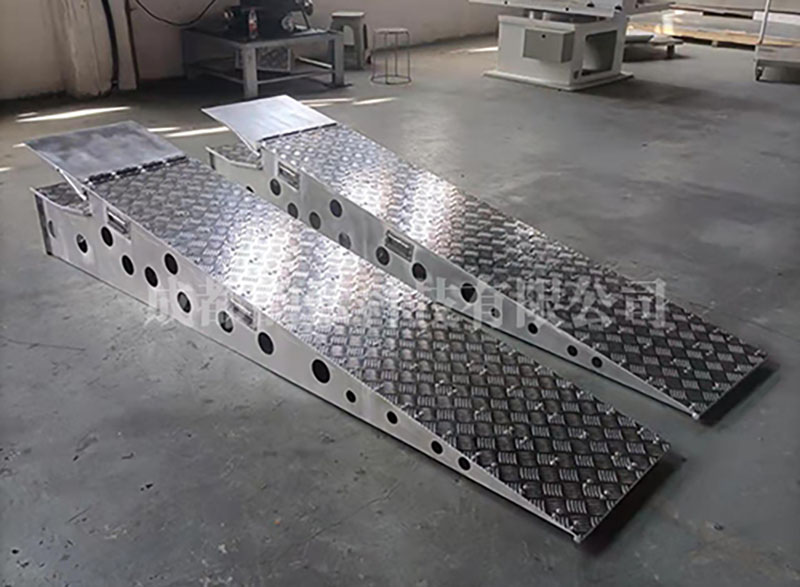
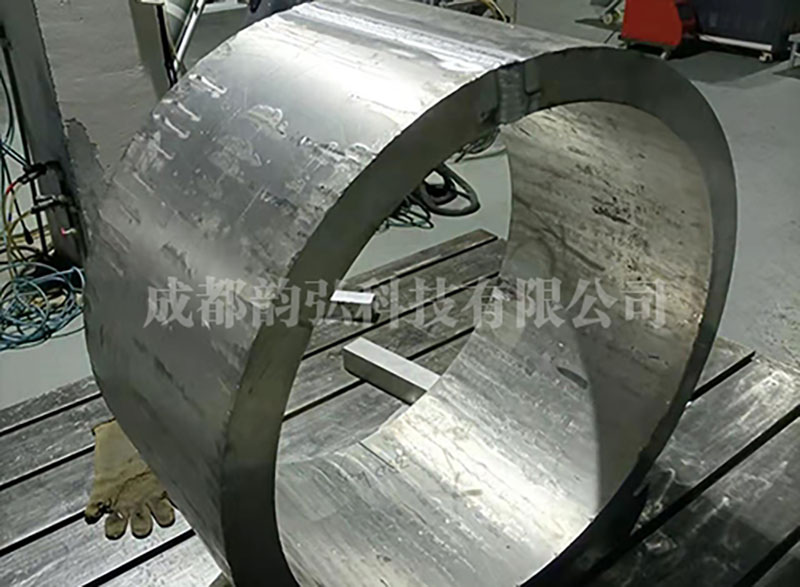
特種高壓鋁合金(jīn)管焊接效果
詳細介紹:鋁型材焊接方式:基本上(shàng)各種各樣焊接方式都能(néng)夠用以焊接鋁及鋁合金(jīn),可是鋁及鋁合金(jīn)對各種各樣焊接方式的适應能(néng)力不一(yī)樣,各種各樣焊接方式有其分(fēn)别的運用場(chǎng)所。氣割和電弧焊接方式,機器(qì)設備簡易、實際操作(zuò)便捷。氣割可用以對焊接品質規定不太高的鋁金(jīn)屬薄闆及鑄造件的焊補。電弧焊接可用以鋁合金(jīn)鑄造件的焊補。可塑性氣體(tǐ)保護焊(TIG或MIG)方式是運用較普遍的鋁及鋁合金(jīn)焊接方式。鋁及鋁合金(jīn)金(jīn)屬薄闆可選用鎢極溝...
鋁型材焊接方式:基本上(shàng)各種各樣焊接方式都能(néng)夠用以焊接鋁及鋁合金(jīn),可是鋁及鋁合金(jīn)對各種各樣焊接方式的适應能(néng)力不一(yī)樣,各種各樣焊接方式有其分(fēn)别的運用場(chǎng)所。氣割和電弧焊接方式,機器(qì)設備簡易、實際操作(zuò)便捷。氣割可用以對焊接品質規定不太高的鋁金(jīn)屬薄闆及鑄造件的焊補。電弧焊接可用以鋁合金(jīn)鑄造件的焊補。可塑性氣體(tǐ)保護焊(TIG或MIG)方式是運用較普遍的鋁及鋁合金(jīn)焊接方式。鋁及鋁合金(jīn)金(jīn)屬薄闆可選用鎢極溝通交流氩弧焊機或鎢極單脈沖氩弧焊機。鋁及鋁合金(jīn)厚鋼闆可選用鎢極氦氩弧焊、氩氦混和鎢極氣體(tǐ)保護焊、熔融極氣體(tǐ)保護焊、單脈沖熔融極氣體(tǐ)保護焊。熔融極氣體(tǐ)保護焊、單脈沖熔融極氣體(tǐ)保護焊運用愈來(lái)愈普遍(氩氣或氩/氦混合氣體(tǐ))。
焊前提前準備
1、焊前清除:鋁及鋁合金(jīn)焊接時(shí),焊前應嚴苛消除産品工件焊縫及焊條表面的空氣氧化(huà)膜和油漬;
1)化(huà)學水處理(lǐ)化(huà)學水處理(lǐ)高效率,品質平穩,适用清除焊條及規格并不大、大批量生(shēng)産的産品工件。能(néng)用侵泡法和清洗法二種。能(néng)用甲苯、車用汽油、汽油等溶劑表面除油,用40℃~70℃的5%~10%NaOH水溶液酸處理(lǐ)3min~4min(純鋁時間(jiān)稍長但(dàn)不超過20min),流動性冷水清洗,然後用室内溫度至60℃的30%HNO3水溶液酸洗鈍化(huà)1min~3min,流動性冷水清洗,吹幹或冷凍幹燥。
2)機械設備清除:在産品工件規格很大、生(shēng)産周期較長、雙層焊或化(huà)學水處理(lǐ)後又髒污時(shí),常選用機械設備清除。先用甲苯、車用汽油等溶劑擦試表面以去油,接着立即用直徑為(wèi)0.15mm~0.2毫米的銅絲刷或不鏽鋼線軟毛刷刷,刷出外露金(jīn)屬質感已經。一(yī)般不适合用沙輪片或一(yī)般打磨砂紙打磨抛光,以防沙粒留到金(jīn)屬材料表面,焊接時(shí)進到溶池造成焊瘤等缺點。此外也(yě)能(néng)用刮闆、挫刀等清除待焊表面。
清除後如(rú)儲放(fàng)時間(jiān)太長(如(rú)超出24小時(shí))理(lǐ)應處理(lǐ)完畢。
2、墊闆:鋁合金(jīn)在高溫時(shí)抗壓強度很低(dī),液體(tǐ)鋁的流通性能(néng)好(hǎo)(hǎo),在焊接時(shí)焊接金(jīn)屬材料容易造成踏陷狀況。為(wèi)了(le)更好(hǎo)(hǎo)地确保熔透而又不至于坍塌,焊接常常選用墊闆來(lái)托着溶池及周邊金(jīn)屬材料。墊闆可選用石墨闆、不鏽鋼闆材、合金(jīn)鋼闆、銅錢(qián)或銅棒等。墊闆表面開一(yī)個(gè)圓弧狀槽,以确保焊接背面成形。還可以不用墊闆單雙面焊兩面成形,但(dàn)規定焊接實際操作(zuò)娴熟或采用對電孤焊接動能(néng)嚴苛全自動反饋調節等先進工藝對策。3、焊前加熱:薄、小壓鑄件一(yī)般無需加熱,薄厚11mm~15mm時(shí)可開展焊前加熱,依據不一(yī)樣種類的鋁合金(jīn)加熱溫度能(néng)為(wèi)100℃~200℃,能(néng)用氧一(yī)乙炔氣體(tǐ)焰、加熱爐或氣爐等加溫。加熱可讓焊接件減少形變、降低(dī)出氣孔等缺點。焊後處理(lǐ)工藝鋁合金(jīn)批發廠家
1)焊後清除焊後留到焊接及周邊的殘留助焊劑和焊瘤待會毀壞鋁表面的鈍化(huà)處理(lǐ)膜,有時(shí)候還會繼續浸蝕壓鑄件,應清除整潔。樣子(zǐ)簡易、規定一(yī)般的産品工件可以用開水沖洗或蒸汽吹刷等簡易方式清除。規定高而樣子(zǐ)繁雜的壓鑄件,在開水選用硬刷子(zǐ)清洗後,再在60℃~80℃上(shàng)下(xià)、濃度值為(wèi)2%~3%的鉻酐溶液或重鉻酸鉀水溶液中侵泡5min~10min,并且用硬刷子(zǐ)刷洗,随後在開水中沖洗清洗,用烘幹箱風(fēng)幹,或用暖空氣烘幹,也(yě)可當然幹躁。
2)焊後熱處理(lǐ)鋁器(qì)皿一(yī)般焊後不規定熱處理(lǐ)工藝。